2018年08月28日
交換用ベルト大量に

交換用ベルトが来たので、早速削って見ましたが
ベルトは大事ですねw
凄い削れる。
元のベルトは、粒度あるような感じでしたが
ダメなんですねー
今回、#60、#240、#800をまとめて買いました。
800は仕上げ用、60は荒削りです。
週末が楽しみだ、ソロソロ
ロシアン・ナイフもやる予定


2018年08月19日
よーし、ヤスリをレストアするよ~と思ったか?04
焼いてきました。
オーブンの温度設定 260℃で25分間焼き続けて、焼けたら200℃で追加で15分間
焼き上がりを一応、そこから45℃のお湯につけて
それから10℃の水で冷やして
合計40分、焼き戻しはしてみた。
比較で鉄鋼ヤスリを掛けた感じでは、折れた方のオリジナルは
ほぼヤスリを弾いている(HRC59~61)のに対して
焼き戻した方は、実感しにくいレベルでヤスリが掛かっている。
交互にヤスリ掛けてみると、焼き戻した方は少しずつだが削れているので
HRCで58~59位まで下がっている?
この程度で、鋳鋼の質が靭性に振れるのか?
専門では無いので分からないが、この辺からも鋳造品と鍛造品の信頼感が少し変わってしまう。
(車の部品とか結構、鋳造の追加加工品が多いので…)
(鋳鋼は不純物が多く、成分の偏析が発生しやすい。)
おかしい?
違う?
成分データを比較すると、脆さは炭素の問題ではないのではないか?
日本刀の鋼材である、玉鋼なんかも、結構不純物だらけだが
一応の強度が出ているし、参考に鋳鋼と青紙1号を比較すると、こうなる。
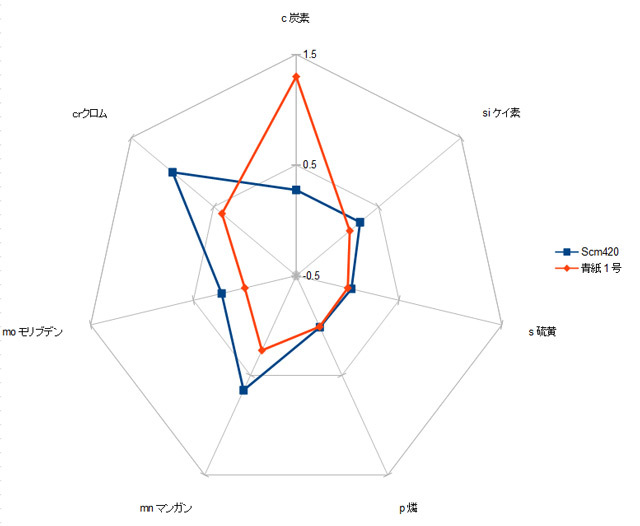
(マンガン=結構邪魔な不純物が多いのと、炭素量がむしろ少ない位であとは、近似であると見える)
炭素量だけで言えば、青紙の方が多いが、鋳鋼より割れやすい印象は無い。(鉈や剣鉈にも使われるし)
そうなると、製造上の方が原因と言う事になり、鋳鋼で刃物品質を上げるには
浸炭と折り返し鍛造くらいしか方法が無くなり、最初から鍛造品じゃないか~と言う落ちになる…
まあ、分かった!刃物には鋳物は不向きだと言う事だw(最初から言われているけど)
バネ鋼や鍛造ベアリングの方が良いと思います。
数十時間かけて、本末転倒だな・・・
オーブンの温度設定 260℃で25分間焼き続けて、焼けたら200℃で追加で15分間
焼き上がりを一応、そこから45℃のお湯につけて
それから10℃の水で冷やして
合計40分、焼き戻しはしてみた。
比較で鉄鋼ヤスリを掛けた感じでは、折れた方のオリジナルは
ほぼヤスリを弾いている(HRC59~61)のに対して
焼き戻した方は、実感しにくいレベルでヤスリが掛かっている。
交互にヤスリ掛けてみると、焼き戻した方は少しずつだが削れているので
HRCで58~59位まで下がっている?
この程度で、鋳鋼の質が靭性に振れるのか?
専門では無いので分からないが、この辺からも鋳造品と鍛造品の信頼感が少し変わってしまう。
(車の部品とか結構、鋳造の追加加工品が多いので…)
(鋳鋼は不純物が多く、成分の偏析が発生しやすい。)
おかしい?
違う?
成分データを比較すると、脆さは炭素の問題ではないのではないか?
日本刀の鋼材である、玉鋼なんかも、結構不純物だらけだが
一応の強度が出ているし、参考に鋳鋼と青紙1号を比較すると、こうなる。

(マンガン=結構邪魔な不純物が多いのと、炭素量がむしろ少ない位であとは、近似であると見える)
炭素量だけで言えば、青紙の方が多いが、鋳鋼より割れやすい印象は無い。(鉈や剣鉈にも使われるし)
そうなると、製造上の方が原因と言う事になり、鋳鋼で刃物品質を上げるには
浸炭と折り返し鍛造くらいしか方法が無くなり、最初から鍛造品じゃないか~と言う落ちになる…
まあ、分かった!刃物には鋳物は不向きだと言う事だw(最初から言われているけど)
バネ鋼や鍛造ベアリングの方が良いと思います。
数十時間かけて、本末転倒だな・・・
2018年08月19日
よーし、ヤスリをレストアするよ~と思ったか?03

とりあえず、このヤスリの板厚に合うように、タングをステンレスで付け直します。

溶接設定は、ステンレスの4mm~5mm用
開先を45°両面にして、接続部分を1mm開けて固定する。
溶接棒は、本来2.6~3.0mmを使わなければいけないのですが
在庫していなかったので
(7㎜以上のSUSを溶接する事は無いと思って居たし)
2.0㎜のノンスパッタ型アーク溶接棒でやります。
溶けが悪いのが嫌だっだので、2.0mmの上限に近い98A
溶け込みを狙って、ネガが溶接棒、ポジが母材です。
(反対にすると、広がるらしいけど…実感はないし、主に溶け込ませるのが溶接だと思うので)

溶接すると、少し食われる?=目減りするので
チッピングハンマーとワイヤーブラシで被膜を落とし、グラインダーで
凹ませて、もう一度盛り直す。
盛った部分は、鉄鋼>ステンレスになるので強度が上がっているのを感じる。

其処からもう一度、最終成形でグラインダーを掛けて
タングの修正は完了。

シームレスに、SUS304のW14mm x T9.0mm x L120mmが
ヤスリに繋がっている。
が...心が折れました。
調子に乗って、この状態で、木に叩き付けていました。
実は、鋳鋼は炭素量と製法の関係で衝撃に弱いのです。
キ~ン!
え~~~~~~~~~


ガラスみたいな音で割れた~~~~
さて、どうする?
折れたのは心と鋼だが。・。・。・。・。
溶接する?でも、そこだけステンレス?
やっぱり、焼き鈍しをして柔らかくすべきだった?
鋳鋼を鍛造やナマスとか聞いた事がない。
鋳鉄はそもそも、量産用で微細化されていないし、分子構造も
鍛造とは違うけど・・・うん~~~
とりあえず、ダメ元で260℃で思いっきり焼き戻しだけしてみよう
焼き鈍しする設備的な物は無いし、結果が出ない可能性の方が高いので
オーブンの限界温度が260℃なので20~30分間、焼き戻しだ。
HRCは57~59まで鈍っても、割れるよりはマシだ。
今から焼こう!!!
2018年08月17日
涼しい~ナイフ作ろう
連休や連休前も連日暑くて、少しセットアップするだけで汗だくになっていた。
気温は38℃~39℃だが、直射日光が当たるので、42℃~43℃位までいっていて
とてもじゃないが作業する気が起きなかった。
屋外見通しのある野良作業場なのでw
雨と風と太陽が強い日は作業が出来ない。
ここにきて、台風の影響か少し気温が下がっているので
明日は例の「ヤスリナイフ」と別のナイフを作り始めようかと
気温は38℃~39℃だが、直射日光が当たるので、42℃~43℃位までいっていて
とてもじゃないが作業する気が起きなかった。
屋外見通しのある野良作業場なのでw
雨と風と太陽が強い日は作業が出来ない。
ここにきて、台風の影響か少し気温が下がっているので
明日は例の「ヤスリナイフ」と別のナイフを作り始めようかと

